
Ochranný plyn je jedným z kľúčových faktorov, ktorý priamo ovplyvňuje kvalitu zvaru, stabilitu zvára...
Blog, Strana 2
Výpis článků

Ako ovplyvňuje čistota ochranného plynu kvalitu zvaru

Bezpečnostné prestávky pri zváraní: prečo sú dôležité a ako ich správne plánovať
Dlhodobé zváranie predstavuje významnú fyzickú, tepelnú aj psychickú záťaž. Bezpečnostné prestávky p...

Prečo a ako používať prídavné chladenie horáka pri dlhom zváraní
Správne chladenie zváracej horáka patrí medzi kľúčové faktory, ktoré ovplyvňujú stabilitu oblúka, ži...

Ako vybrať rukavice pre rôzne typy zvárania (MIG, TIG, MMA)
Ochranné rukavice patria medzi základné osobné ochranné pracovné prostriedky každého zvárača. Ich hl...

Ako správne skladovať a udržiavať plynové fľaše na zváranie
Správne skladovanie, manipulácia a údržba tlakových fliaš s ochrannými plynmi patria medzi základné ...
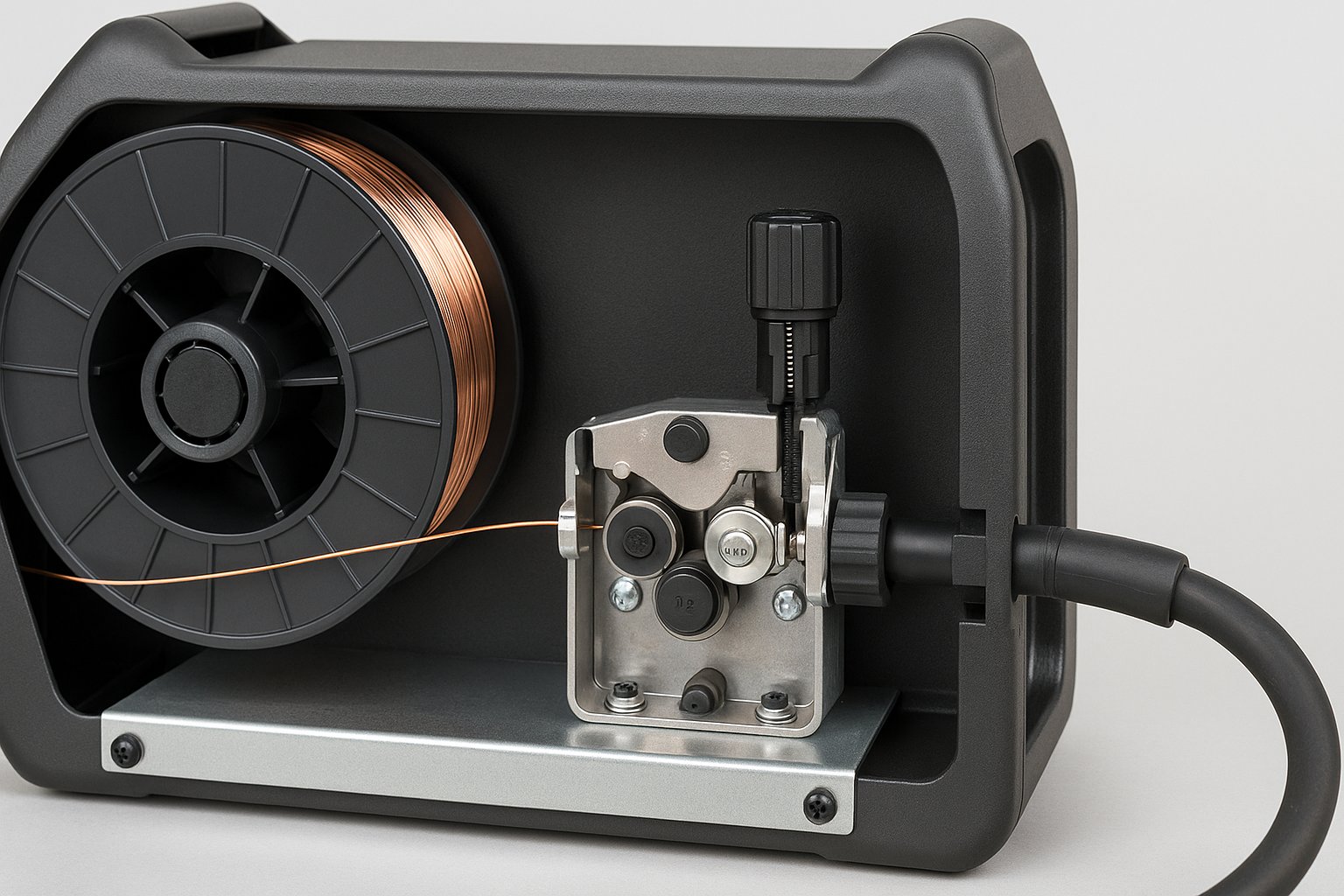
Ako zlepšiť kvalitu zvaru pomocou správneho podávača drôtu
Kvalita zvaru pri metóde MIG/MAG závisí nielen od nastavenia zváracieho zdroja, voľby prídavného mat...
.png)
Ako sa starať o zváračku: pravidelná údržba, čistenie a skladovanie
Zváračka je zariadenie, ktoré pri správnej starostlivosti dokáže spoľahlivo slúžiť mnoho rokov. Každ...
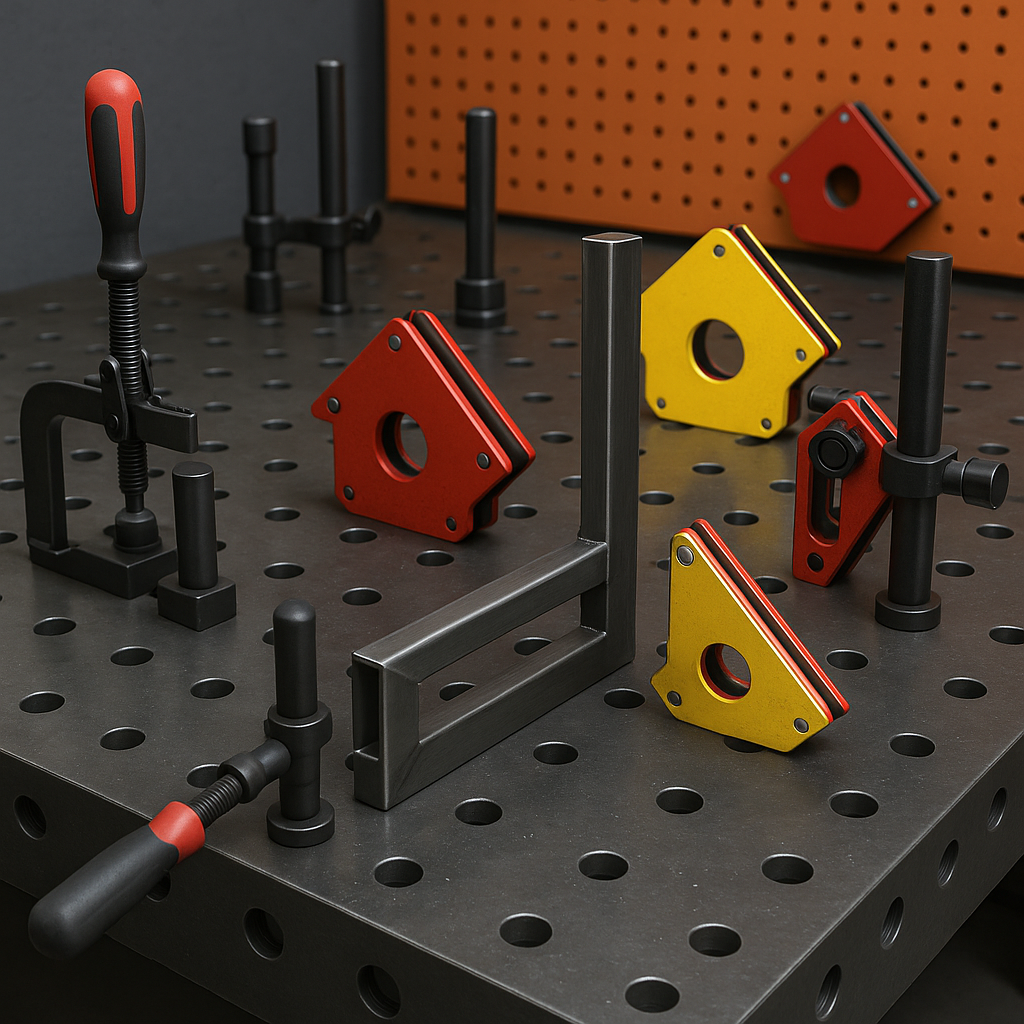
Ako si vybaviť zvárací stôl: prípravky, magnety a dorazy pre presné zváranie
Zvárací stôl je srdcom každej dobre vybavenej kovodielne. Umožňuje presné ustavenie, upnutie a zvare...

Ako si vybrať dýchaciu jednotku alebo filtračný systém na zváranie
Pri zváraní vzniká dym, jemné prachové častice, kovové aerosóly a rôzne chemické splodiny. Tieto lát...

Prehľad zváracích trysiek a špičiek: ako vybrať správny variant pre váš horák
Tryska a kontaktná špička patria medzi najdôležitejšie spotrebné diely zváracieho horáka. Či už zvár...