
Zváranie hliníka patrí z technologického hľadiska medzi náročnejšie aplikácie oblúkového zvárania. V...
Blog
Výpis článků

Zváranie hliníka metódou MIG vs. TIG: Detailné porovnanie v praxi

EMC a rušenie pri zváraní: Ako predísť problémom s elektronikou
Moderné zváracie pracoviská dnes bežne kombinujú výkonové zdroje pre MIG/MAG, TIG, obalenú elektródu...

Brúsenie a čistenie zvarov: Ako dosiahnuť perfektný finálny vzhľad
Kvalita zvaru sa neposudzuje iba podľa jeho mechanických vlastností alebo vnútornej štruktúry, ale a...
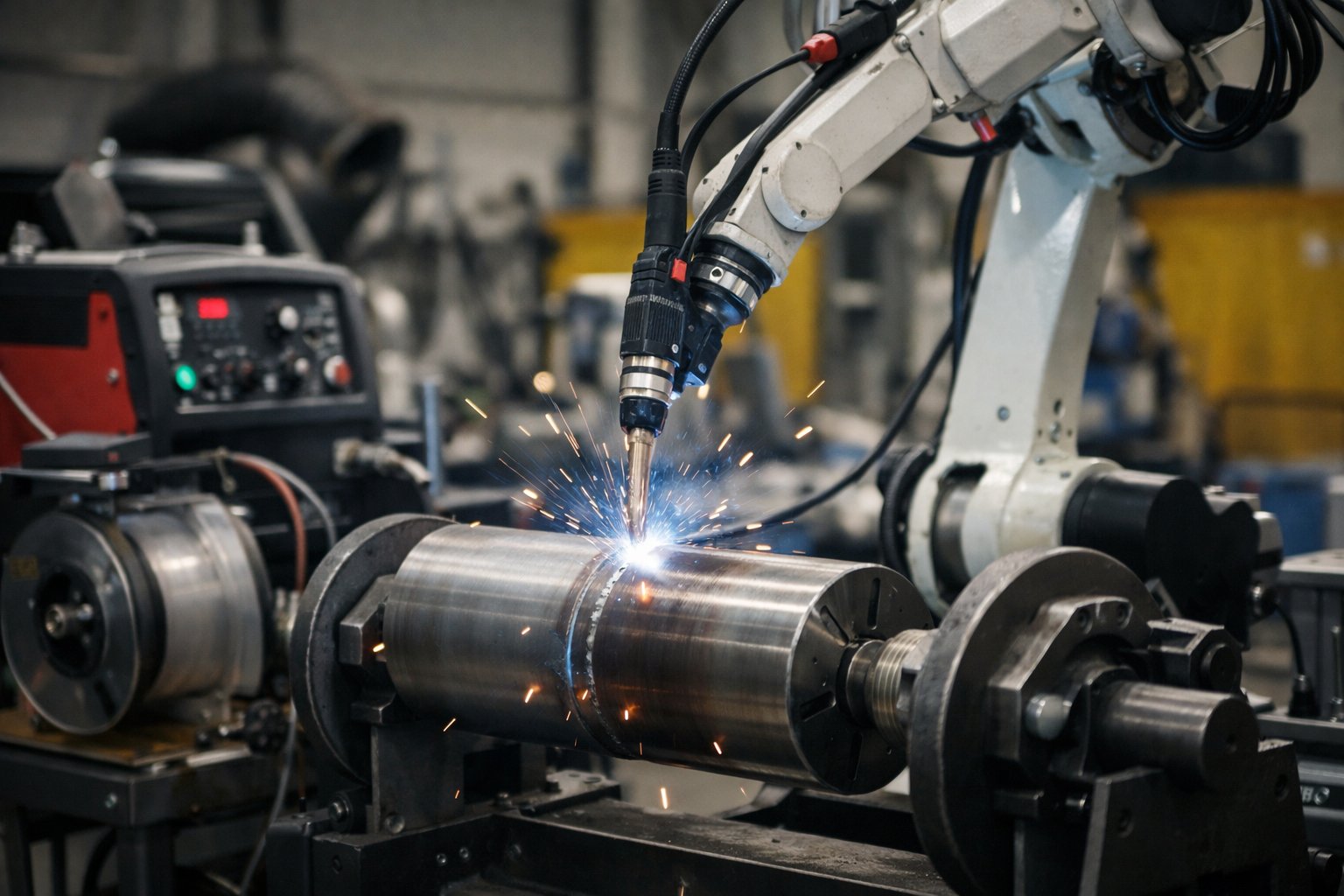
Automatizácia a robotizácia zvárania: Kedy má zmysel investovať?
Automatizácia zváracích procesov je dlhodobým trendom naprieč priemyselnými odvetviami – od výroby o...

Zváranie v stiesnených priestoroch: Špecifiká, riziká a odporúčané vybavenie
Zváranie v stiesnených priestoroch patrí z hľadiska bezpečnosti práce medzi najrizikovejšie činnosti...

Ako riešiť deformácie materiálu pri zváraní: Praktické techniky a prevencia
Deformácie patria medzi najčastejšie technologické problémy pri tavnom zváraní. Krútenie, prehýbanie...

Zváranie v ochrannej atmosfére zmesných plynov: Ako zvoliť ideálnu kombináciu Ar/CO₂/O₂
Zváranie v ochrannej atmosfére aktívnych alebo inertných plynov patrí medzi najrozšírenejšie metódy ...

Pulzné MIG/MAG zváranie: Kedy sa oplatí a ako správne nastaviť parametre
Pulzné MIG/MAG zváranie predstavuje technologicky vyspelú variantu oblúkového zvárania tavnou elektr...

Ako optimalizovať nastavenie zváračky pri práci s tenkými materiálmi
Zváranie tenkých plechov a tenkostenných materiálov patrí medzi technologicky najnáročnejšie zváračs...

Ako rozpoznať opotrebované spotrebné diely horáka a kedy ich vymeniť
Svařovací horák je kľúčovým prvkom každého pracoviska MIG/MAG alebo TIG. Hoci samotné spotrebné diel...